Global standards in durability, precision, and engineering excellence.
The global heavy machinery wheel industry is currently witnessing a transformative phase, driven by the increasing demand for infrastructure development, mining efficiency, and sustainable logistics. As the backbone of heavy-duty transportation, wheels for machinery and commercial trucks are no longer just metal components; they are engineered systems designed to withstand extreme stresses, reduce fuel consumption through lightweighting, and ensure the safety of billion-dollar projects across the globe.
From the rugged terrains of South American mines to the high-speed logistics networks in North America and Southeast Asia, the requirement for high-performance forged alloy wheels has surged. Modern industries prioritize wheels that offer a high strength-to-weight ratio, superior heat dissipation, and long-term corrosion resistance—traits that are essential for minimizing downtime in critical operations.
The shift towards forged aluminum and carbon fiber is accelerating. Lightweight wheels allow for higher payloads, reducing the total cost of ownership (TCO) for global fleet operators.
International buyers are increasingly seeking certified OEM/ODM partners who can provide customized fitments (like 5X112, 5X120, or specialized center locks) with rapid lead times.
Whether it's 22.5-inch steel wheels for cross-border logistics or 24-inch custom forged rims for luxury heavy-duty SUVs, localized terrain demand specialized wheel engineering.

Founded in 2003, Zhengzhou Jersey Auto Co., Ltd. is a leading manufacturer specializing in the design, production, and export of high-quality truck and machinery wheels. With nearly two decades of industry leadership, we have established a reputation for excellence in the global automotive landscape.
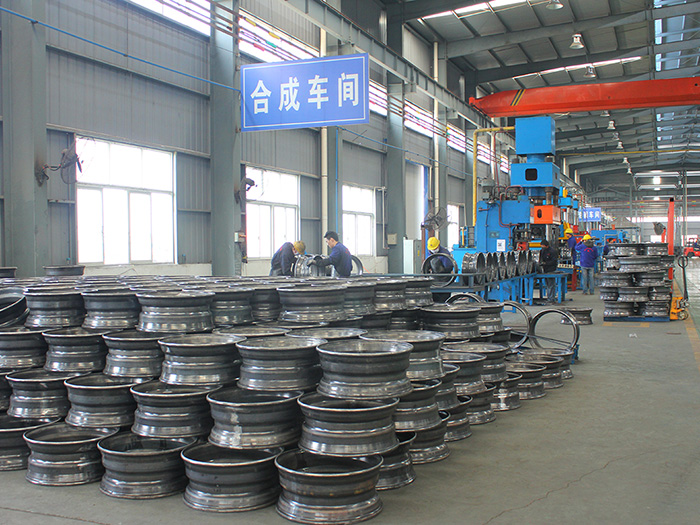
Our expansive 40,000-square-meter production base is equipped with state-of-the-art machinery, allowing us to manage the entire lifecycle of wheel production—from initial smelting to precision CNC machining. We currently hold 20 patents, a testament to our commitment to innovation and technological advancement.
Our commitment to quality is validated by international certifications including IATF 16949, SMITHERS RAPRA, and American DOT certification, ensuring that every wheel we export meets the most stringent global safety and performance standards.
Our R&D team utilizes advanced simulation software to design wheels that balance structural integrity with aesthetic appeal. We specialize in complex 2-piece and 3-piece forged constructions.
We serve a diverse international clientele: 40% Southeast Asia, 30% South America, 20% North America, and 10% across Russia, the Middle East, and Africa.
We integrate eco-friendly practices by optimizing energy use during the heat-treating process and recycling raw materials to reduce our industrial carbon footprint.
Every wheel undergoes a rigorous 13-stage production flow to ensure zero-defect quality.













Our vision is to redefine the standards of heavy machinery mobility. By continuously investing in AI-driven design tools and robotic manufacturing cells, we aim to lead the transition to the next generation of smart, lightweight wheels. We recognize that the future of the automotive industry lies in electrification and autonomous operation, both of which require specialized wheel characteristics.
For electric trucks and machinery, reducing unsprung weight is vital to extending battery range. Our R&D into Magnesium alloys and Carbon Fiber composites addresses this specific need, providing a glimpse into the future of industrial procurement. We are not just selling wheels; we are providing long-term reliability and technical partnership.
We invite global distributors, construction fleet managers, and automotive designers to collaborate with us. Our factory is more than a production site—it is a hub of innovation where your specific requirements meet Chinese manufacturing excellence.

From 17.5-inch steel truck wheels to custom magnesium alloys.