The global industrial and commercial vehicle market is undergoing a significant transformation. As the backbone of modern logistics, wheel rims and rim protectors are no longer just basic structural components; they have evolved into high-performance engineered solutions. In the current global business climate, the demand for high-durability split rims and alloy wheels is surging, driven by the expansion of automated warehousing, large-scale mining operations, and the rapid growth of the electric vehicle (EV) sector.
In North America and Europe, stringent safety regulations and the need for operational efficiency have pushed companies to source wheels that offer maximum load capacity with minimal weight. This trend is mirrored in emerging markets across Southeast Asia and the Middle East, where massive infrastructure projects require heavy-duty truck wheels and forklift rims that can withstand extreme temperatures and corrosive environments. As a leading Chinese manufacturer, we sit at the heart of this global supply chain, bridging the gap between cutting-edge technology and cost-effective production.
Founded in 2003, Zhengzhou Jersey Auto Co., Ltd. has established itself as a premier destination for industrial wheel solutions. With nearly two decades of dedication, we specialize in the design, production, and global export of high-quality truck wheels and rim systems. Our portfolio is comprehensive, featuring tubeless truck wheels, tube truck wheels, lightweight aluminum wheels, and specialized industrial split rims for material handling equipment.
Our commitment to excellence is backed by world-class certifications. We are an IATF 16949 certified facility, ensuring our quality management systems meet the rigorous demands of the global automotive industry. Furthermore, our products carry the SMITHERS RAPRA and American DOT certification, providing our clients with the ultimate assurance of safety, reliability, and international compliance.

Modern fleets are shifting from traditional steel to forged aluminum alloy wheels. This reduces unsprung weight, improves fuel efficiency, and increases the payload capacity of heavy-duty trucks.
Protective technologies such as carbon-fiber covers, brushing, and anti-corrosive spraying are becoming standard to protect rims from environmental degradation and mechanical wear.
For industrial applications like forklifts and ground support equipment, split rim technology allows for easier tire maintenance and enhanced safety during high-pressure operations.
Global procurement needs are shifting toward "One-Stop Shop" providers who can offer Customized OEM/ODM services. At Zhengzhou Jersey Auto Co., Ltd., our R&D team works tirelessly to stay ahead of these trends, utilizing CNC Machining Centers and Dynamic Balancing Testing to ensure every product exceeds the evolving needs of our international partners.
Our presence is truly global: Southeast Asia (40%), South America (30%), and North America (20%), with growing shares in Russia, the Middle East, and Africa.
With 20 national patents, we lead the industry in wheel design. We don't just follow trends; we set them by improving durability and performance through advanced engineering.
Every wheel undergoes Air-Tight Testing and Appearance Inspection. Our strict IATF 16949 protocols guarantee that failure is not an option.
We optimize energy use and minimize waste in our 40,000-sqm facility, aligning our production with global sustainability goals and environmental responsibility.
Our established logistics network ensures that whether you are in Jakarta, New Jersey, or Sao Paulo, your order arrives on time to keep your operations running.
We aim to build long-term, mutually beneficial relationships. We invite distributors and manufacturers worldwide to explore cooperation opportunities with us.
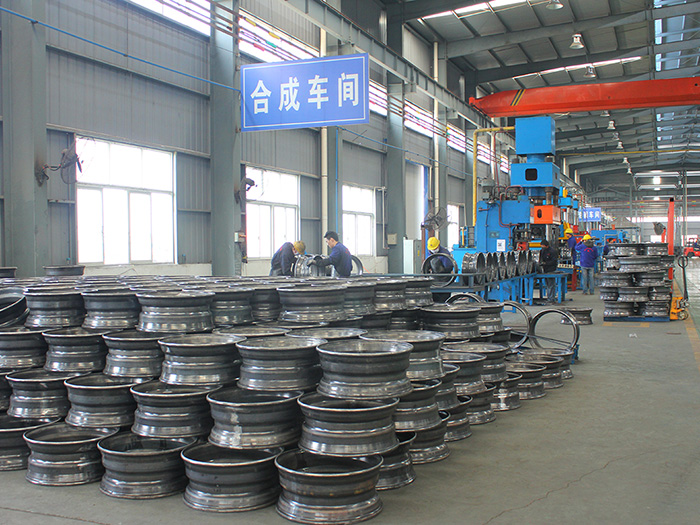
True quality is born in the details. At Zhengzhou Jersey Auto Co., Ltd., our production line is a synergy of AI-enhanced technology and decades of craftsmanship. From the initial smelting of raw materials to the final appearance inspection, every step is monitored to ensure the highest structural integrity.













Our rims and protectors are designed for real-world challenges. In Airport Ground Equipment (GSE), our split rims ensure that baggage carts and fuel trucks operate without downtime. In the Construction and Mining sectors of South America, our heavy-load truck hubs provide the resilience needed for rough terrain. For Passenger Vehicle Enthusiasts in North America and Europe, our custom forged alloy rims offer the perfect blend of aesthetic "Te37 style" and high-speed performance.
We understand that a forklift operator in a refrigerated warehouse in Russia has different needs than a truck driver in the humid ports of Southeast Asia. That is why we offer a versatile range of sizes (from 8-inch industrial rims to 24-inch custom forged alloys) and specialized finishes to meet every local requirement.

At Zhengzhou Jersey Auto Co., Ltd., we don't just manufacture wheels; we drive the future of transport and logistics. Our vision is to become the undisputed global leader in truck and industrial wheel manufacturing, known for providing innovative, safety-first solutions that exceed customer expectations. We invite you to join our journey of excellence. Whether you are seeking a reliable supplier for wholesale split rims or a partner for customized forged alloys, we are ready to serve you with expertise and integrity.
Contact us today to discuss your procurement needs and explore how our professional engineering can elevate your business.















